Ювелирные и художественные сплавы, полуфабрикаты из нихРОССИЙСКИЕ ЛИГАТУРЫ ДЛЯ РОССИЙСКОЙ ЮВЕЛИРНОЙ ПРОМЫШЛЕННОСТИВЫСОКОЕ КАЧЕСТВО ПРОДУКЦИИ СолдерРус® ОБЕСПЕЧЕНО:Мы первые в Российской Федерации готовы предложить производителям ювелирной и декоративной продукции современные высокотехнологичные сплавы, в т.ч. лигатуры отечественного производства не уступающие по качеству и технологическим характеристикам лучшим образцам известных зарубежных брендов. МЫ ВСЕГДА ГОТОВЫ ПОДДЕРЖАТЬ ОТЕЧЕСТВЕННЫХ ЮВЕЛИРОВ И ХУДОЖНИКОВСпециалисты «Подразделения декоративных материалов, ювелирных сплавов и лигатур СолдерРус®» рады предложить Вам свои разработки — высококачественную продукцию российской марки СолдерРус® : Отечественные лигатуры для ювелирных сплавовЛигатура СолдерРус ЮС3ЛПредназначена для изготовления литейного сплава серебра СрЦОКМ 925-1,5-0,12-0,1 Ag-92,5% Zn-1,5 % Sn-0,1% Cu-ост. Сплав содержит также кремний, индий и микродобавки раскислителей и модификаторов. Данный сплав был разработан и применяется для изготовления литых заготовок методом вакуумного или центробежного литья по выплавляемым моделям. Литейный сплав серебра, СрЦОКМ 925-1,5-0,12-0,1 имеет высокие показатели по воспроизводимости результатов качественного литья. Цвет сплава серебристо-белый, блестящий. Сплав обладает повышенным уровнем технологических характеристик: отличной жидкотекучестью и заполняемостью формы, высокой стойкостью против окисления в процессе литья, хорошей пластичностью, удовлетворительной твердостью. По всем технологическим показателям сплав СрЦОКМ 925-1,5-0,12-0,1 в качестве литейного материала, намного превосходит классический СрМ 925 (ГОСТ 30649-99). Соблюдая все требования техники безопасности при проведении плавильных и литейных работ, лигатуру и серебро марки Ср 99,99 (ГОСТ 6836:2002) загружают при температуре тигля 1030-1050 °С. Загрузку гранул лигатуры и серебра в нагретый до рабочих температур тигель, проводят послойно, при этом слои гранул на дне и на поверхности тигля должны состоять из гранул чистоты-серебра, а слои в середине тигля должны быть образованы перемешанными гранулами лигатуры и серебра. После полного расплавления металла его выдерживают, вымешивая при 1030-1040 °С от 3 до 7 минут в зависимости, массы плавки, видов плавильной печи и литейной установки. Затем расплав интенсивно перемешивают и студят до температур разливки металла. Перед разливкой расплав необходимо еще раз тщательно перемешать. Рекомендуется разделить операции приготовления сплава и литья изделий. Рекомендуемые температурные режимы литья по выплавляемым моделям заготовок ювелирных изделий*: температура разливки металла 1010-1020 °С, температура опоки 610-620 °С . Микроструктура литого сплава СрЦОКМ 925-1,5-0,12-0,1– двухфазная с модифицированными выделениями твердого раствора на основе меди. Прочностные характеристики сплава при необходимости повышаются термической обработкой: закалкой на пересыщенный твердый раствор в воду с обязательным, последующим искусственным старением. Темпера- тура нагрева изделий под закалку 720 °С. Среда нагрева — нейтральная (инертный газ, азот). Температура воды 20-40 °С. Рекомендуемая температура старения сплава 320 0°С, время 90-120 мин.
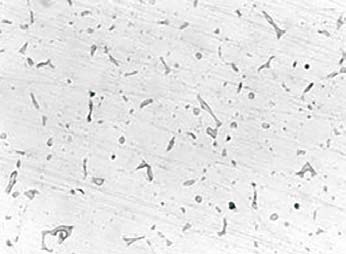
Микроструктура ювелирного сплава СрЦОКМ 925-1,5-0,12-0,1, вакуумное литье по выплавляемым моделям, × 400 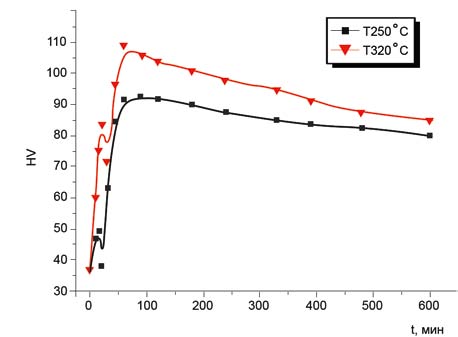
Кинетика искусственного старения сплава СрЦОКМ 925-1,5-0,12-0,1 при температурах 250 °С и 320 °С * температурные режимы могут быть изменены в зависимости от массы,конфигурации, размеров выплавляемых изделий, вида и параметров литниково -питающей системы, условий литья, вида литейной оснастки, плавильного и литейного оборудования и др. Лигатура СолдерРус ЮС1ДРазработана и предназначена для производства деформируемого ювелирного сплава серебра СрКМ 925-0,2 Ag-92,5% Si-0,2% Cu-ост. Сплав микролегирован модификаторами и активно действующими раскислителями. Сплав СрКМ 925-0,2, по сравнению с СрМ 925 (ГОСТ 30649-99) обладает более высоким уровнем технологических характеристик, в частности, литейных свойств, при непрерывном литье заготовок, хорошей стойкостью против окисления в процессе литья, высокой пластичностью и удовлетворительной прочностью. Рекомендуемый способ получения исходной литой заготовки под деформацию из сплава СрКМ 925-0,2 является непрерывное литье. Соблюдая все требования техники безопасности при проведении плавильных и литейных работ, лигатуру загружают в тигель с расплавленным серебром Ср 99,99( ГОСТ 6836:2002) при температуре 1060-1080 оС, интенсивно вымешивают до ее полного растворения. Возможно одновременная загрузка гранул лигатуры и серебра в нагретый до рабочих температур тигель, послойно, при этом слои гранул на дне и на поверхности тигля должны состоять из гранул чистоты-серебра, а слои в середине тигля должны быть образованы перемешанными гранулами лигатуры и серебра. После полного расплавления металла его выдерживают, вымешивая при 1060-1080 оС от 3 до 8 минут в зависимости от массы плавки и видов плавильной печи, литейной установки. Далее расплав интенсивно перемешивают и студят до температур разливки металла. Перед разливкой расплав необходимо еще раз тщательно перемешать. Рекомендуется разделить операции приготовления сплава и непрерывного литья. Непрерывное литье желательно проводить из заранее приготовленного сплава. При плавке сплава под непрерывное литье возможно использовать вторичное сырье, обрезь, стружка сплава СрКМ 925-0,2 (рекомендуется до 50 % от массы плавки). Вторичное сырье должно быть тщательно очищено от масла и других загрязнений. Рекомендуемые температурные режимы непрерывного литья: * температура разливки металла 1010-1015 °С, температура кристаллизатора (внешнего водяного охлаждения формообразующей графитовой вставки кристаллизатора) 70-80 °С Скорость ватягивания и время выдержки литой заготовки в кристаллизаторе назначаются в зависимости от вида и геометрии литой заготовки с учетом выбранных температурных режимов и возможности оборудования. На рисунке приведена микроструктура сплава СрКМ 925-0,2. Видно, что выделения твердого раствора на основе меди в сплаве СрКМ 925-0,2 измельчены и сфероидезированы. На характер выделений твердого раствора на основе меди существенно влияют модифицирующие элементы, микродобавки которых введены в состав сплава СрКМ 925-0,2. Зависимость твердости полосы сплава СрКМ 925-0,2 от относительной степени деформации при холодной прокатке представлена на рисунке. С ростом относительной степени деформации ε, твердость сплава характерно увеличивается, что является следствием деформационного упрочнения — наклепа. При ε > 80 % наблюдается насыщение упрочнения. Рекомендуемая суммарная относительная степень деформации ε, при холодной прокатке, до разупрочняющей термической обработки 65-80%. Основная разупрачняющая термическая обработка сплава, после холодной деформации - закалка в воду на пересыщенный твердый раствор. Температура нагрева под закалку для промежуточной термической обработки 630-650 °С, для термической обработки на максимальную пластичность 710-730 °С. Среда нагрева – нейтральная (инертный газ, азот). Возможно проводить нагрев полуфабрикатов в соляных ваннах. Калят изделия в воду. Температура воды 20-40 °С. Внимание — охлаждение на воздухе приводит к существенному упрочнению сплава, а также его окислению. Поэтому время между извлечением заготовки из термической печи и его закалкой в баке с водой должно быть сведено к минимуму. Прочность сплава в готовом изделии можно увеличить за счет упрочняющей термической обработки закалкой с 720 °С в воду (20-40 °С) с обязательным последующим искусственным старением в печи в воздушной или нейтральной среде при температуре 270-290 °С, время выдержки 1.5-3,0 часа.
Микроструктура ювелирного сплава серебра СрКМ 925-0,2, непрерывное литье, × 400 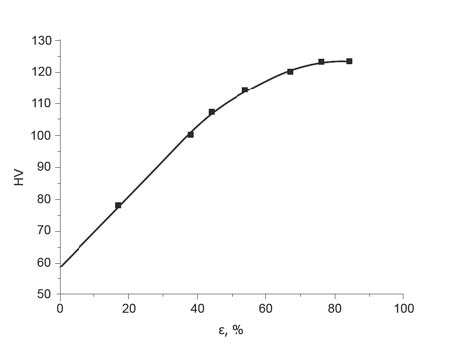
Зависимость твердости полосы сплава СрКМ 925-0,2 от относительной степени деформации при холодной прокатке. 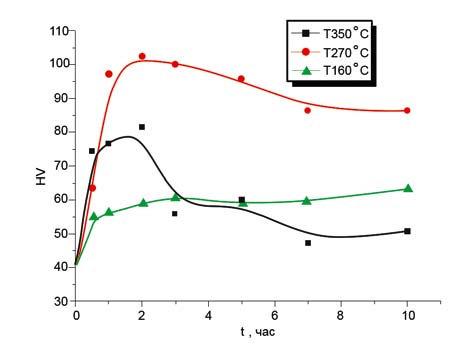
Кинетика искусственного старения сплава СрКМ 925-0,2 при температурах 160 °С, 270 °С и 350 °С * температурные режимы могут быть изменены в зависимости от массы металла в тигле, объема тигля, вида и геометрии непрерывнолитой заготовки, присутствия или отсутствия системы нагнетания избыточного давления в плавильной камере печи, присутствия или отсутствия системы вторичного охлаждения и др. Лигатура СолдерРус ИС-3ЛПредназначена для производства ювелирного, литейного сплава золота ЗлСрЦГМ 585-50-2,0-2,0 Au58,5-59,0%Ag-5%,Zn≤2,0%, Gа≤2,0%Cu-ост., Оптические характеристики сплава: цвет- pink; a*7,5 b*16,8 L*84,5 
Микроструктура сплава ЗлСрЦГМ 585-50-2,0-2,0, вакуумное литье по выплавляемым моделям, × 400 Сплав разработан и предназначен для вакуумного литья повыплавляемым моделям заготовок ювелирных изделий сложной формы, с развитой поверхностью и наличием проблемных элементов отливки, в которых повышен риск образования усадочной пористости. Для придания сплаву специальных литейных свойств, сплав легирован галлием. Галлий влияет на параметры кристаллизации металла, существенно снижая уровень усадочной пористости, локализуя рассеянную усадочную пористость в середине отливки. В сплаве содержится кремний, а также комплекс микродобавок активных раскислителей и модификаторов, что позволяет дополнительно защищать металл от окисления при литье и кристаллизации и получать мелкодисперсную структуру металла в отливках. Для получения качественных отливок необходимо использовать, для легирования сплава, золото марки Зл 99,99 (ГОСТ 6835:2002). Плавку сплава надо проводить в нейтральной атмосфере (гелий, аргон, азот). Настоятельно рекомендуется разделить операции приготовления (легирования) сплава и литья изделий. Температура легирования сплава 1060–1070 °С. Время выдержки и вымешивания расплава 4-8 мин, в зависимости от массы плавки, видов плавильной печи и литейной установки. После подсуживания расплава до температур разливки металла, непосредственно перед разливкой, расплав необходимо еще раз тщательно, интенсивно перемешать. Литье по выплавляемым моделям желательно проводить из заранее приготовленного сплава. При плавке сплава, возможно, использовать вторичное сырье: литники, обрезь сплава ЗлСрЦГМ 585-50-2,0-2,0 (рекомендуется не более 50 % от массы плавки). Вторичное сырье должно быть тщательно очищено от формомассы и других загрязнений. Рекомендуемые температурные режимы вакуумного литья по выплавляемым моделям заготовок ювелирных изделий*: температура разливки металла 960-970 °С, температура опоки 550-560 °С. Отечественные декоративные сплавы медиСплав художественный медный СолдерРус латунь ЛКЭПредназначен для изготовления литых полуфабрикатов художественных изделий, украшений, знаков отличия и фурнитуры. Данный сплав был разработан и применяется для изготовления литых заготовок методом вакуумного или центробежного литья по выплавляемым моделям. Сплав отличается высокой проливаемостью, стабильностью и неприхотливостью при литейных работах. ЛКЭ имеет повышенную коррозионную стойкость в атмосферных условиях. Сплав ЛКЭ принадлежит системе Cu-Zn, содержит Si, а также добавки модификаторов, массовая доля которых не превышает 0,3%. Цвет сплава — блестящий золотистый. После литья поверхность отливки приобретает «благородный» коричневато-зеленоватый оттенок. Температура плавления (ликвидус) 960 °С Рекомендуемые режимы литья сплава ЛКЭ*: температура разливки металла при вакуумном литье по выплавляемым моделям 1030-1050 °С, температура опоки 630-650 °С. Сплав ЛКЭ обладает оптимальным комплексом механических свойств прочность-пластичность. Разупрочняющая термическая обработка — отжиг: температура отжига 600–700 °С. Медь художественная микролегированная СолдерРус сплав МСПбПредназначен для изготовления медных полуфабрикатов художественных изделий, украшений, фурнитуры. Данный сплав был разработан и применяется для вакуумного литья по выплавляемым моделям, когда необходимо обеспечить стабильное, качественное литье медных изделий, исключив возможность возникновения специфических дефектов, связанных с отсутствием интервала кристаллизации чистой меди и образованием в металле закиси меди, при переплаве вторичного сырья. Микролегированная медь — сплав МСПб содержит не менее 99,2% меди, а также активнодействующие раскислители и модификаторы, суммарное содержание которых не превышает 0,8%. Рекомендуемые режимы литья сплава МСПб*: температура разливки металла при вакуумном литье по выплавляемым моделям 1120-1150 °С , температура опоки 640-650 °С . При шихтоподготовке, масса вторичного сырья (элементы литниково — питающей системы, обрезь и др.) должна быть не более 50 % от массы плавки. Вторичное сырье должно быть тщательно очищено от формомассы, масла и других загрязнений. 
Изделия и полуфабрикаты изготовлены в Ювелирной мастерской Свято-Троицкой Александро-Невской лавры, СПб * температурные режимы могут быть изменены в зависимости от массы,конфигурации, размеров выплавляемых изделий, вида и параметров литниково -питающей системы, условий литья, вида литейной оснастки, плавильного и литейного оборудования и др. | |||||
|